
Lactose/Galactose Assay Kit (Rapid)



115 assays per kit
Prices exclude VAT
Available for shipping
| Content: | 115 assays per kit |
| Shipping Temperature: | Ambient |
| Storage Temperature: | Short term stability: 2-8oC, Long term stability: See individual component labels |
| Stability: | > 2 years under recommended storage conditions |
| Analyte: | D-Galactose, Lactose |
| Assay Format: | Spectrophotometer |
| Detection Method: | Absorbance |
| Wavelength (nm): | 340 |
| Signal Response: | Increase |
| Linear Range: | 4 to 80 µg of D-galactose (or 8 to 160 µg of lactose) per assay |
| Limit of Detection: | 2.96 mg/L |
| Reaction Time (min): | ~ 15 min |
| Application examples: | Milk, dairy products (e.g. cream, milk / whey powder, cheese, condensed milk and yogurt), foods containing milk (e.g. dietetic foods, bakery products, baby food, chocolate, sweets and ice-cream), food additives, feed, cosmetics, pharmaceuticals and other materials (e.g. biological cultures, samples, etc.). |
| Method recognition: | Methods based on this principle have been accepted by AOAC Method 2006.06, NBN, DIN, GOST and IDF |
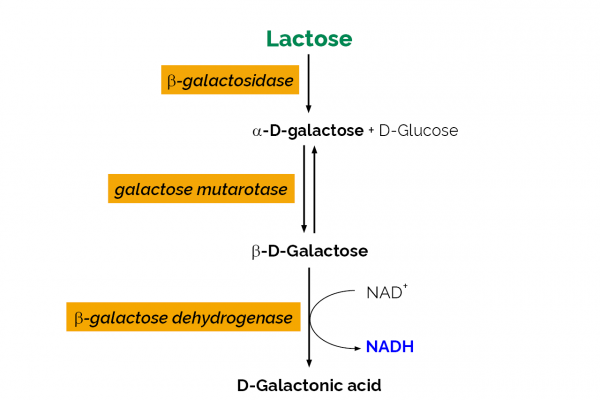
The Lactose/Galactose (Rapid) test kit is used for the rapid test of lactose, D-galactose and L-arabinose in food and plant products. Galactose dehydrogenase can be used the measurement and analysis of both D-galactose and L-arabinose. Suitable for the analysis of lactose in “low-lactose” or “lactose-free” samples which contain high levels of monosaccharides. The reagents provided in this kit are also suitable for use with AOAC method 2006.06 – Lactose in milk.
Note for Content: The number of manual tests per kit can be doubled if all volumes are halved. This can be readily accommodated using the MegaQuantTM Wave Spectrophotometer (D-MQWAVE).
View our full range of mono/disaccharide test kits.

- Very rapid reaction due to inclusion of galactose mutarotase (patented technology PCT / IE2004 / 00170)
- Very competitive price (cost per test)
- All reagents stable for > 2 years after preparation
- Mega-Calc™ software tool is available from our website for hassle-free raw data processing
- Standard included
Specific Milk Composition of miR-30b Transgenic Mice Associated with Early Duodenum Maturation in Offspring with Lasting Consequences for Growth.
Le Guillou, S., Ciobotaru, C., Laubier, J., Castille, J., Aujean, E., Hue-Beauvais, C., et al. (2023). The Journal of Nutrition, 153(10), 2808-2826.
Background: Milk composition is complex and includes numerous components essential for offspring growth and development. In addition to the high abundance of miR-30b microRNA, milk produced by the transgenic mouse model of miR-30b-mammary deregulation displays a significantly altered fatty acid profile. Moreover, wild-type adopted pups fed miR-30b milk present an early growth defect. Objective: This study aimed to investigate the consequences of miR-30b milk feeding on the duodenal development of wild-type neonates, a prime target of suckled milk, along with comprehensive milk phenotyping. Methods: The duodenums of wild-type pups fed miR-30b milk were extensively characterized at postnatal day (PND)-5, PND-6, and PND-15 using histological, transcriptomic, proteomic, and duodenal permeability analyses and compared with those of pups fed wild-type milk. Milk of miR-30b foster dams collected at mid-lactation was extensively analyzed using proteomic, metabolomic, and lipidomic approaches and hormonal immunoassays. Results: At PND-5, wild-type pups fed miR-30b milk showed maturation of their duodenum with 1.5-fold (P < 0.05) and 1.3-fold (P < 0.10) increased expression of Claudin-3 and Claudin-4, respectively, and changes in 8 duodenal proteins (P < 0.10), with an earlier reduction in paracellular and transcellular permeability (183 ng/mL fluorescein sulfonic acid [FSA] and 12 ng/mL horseradish peroxidase [HRP], respectively, compared with 5700 ng/mL FSA and 90 ng/mL HRP in wild-type; P < 0.001). Compared with wild-type milk, miR-30b milk displayed an increase in total lipid (219 g/L compared with 151 g/L; P < 0.05), ceramide (17.6 μM compared with 6.9 μM; P < 0.05), and sphingomyelin concentrations (163.7 μM compared with 76.3 μM; P < 0.05); overexpression of 9 proteins involved in the gut barrier (P < 0.1); and higher insulin and leptin concentrations (1.88 ng/mL and 2.04 ng/mL, respectively, compared with 0.79 ng/mL and 1.06 ng/mL; P < 0.01). Conclusions: miR-30b milk displays significant changes in bioactive components associated with neonatal duodenal integrity and maturation, which could be involved in the earlier intestinal closure phenotype of the wild-type pups associated with a lower growth rate.
Hide AbstractMaternal age, parity and nursing status at fertilization affects post-partum lactation up to weaning in horses.
Derisoud, E., Auclair-Ronzaud, J., Rousseau-Ralliard, D., Philau, S., Aujean, E., Durand, A., Dahirel, M., Charlier, M., Boutinaud, M., Wimel, L. P. & Chavatte-Palmer, P. (2023). Journal of Equine Veterinary Science, 104868.
Nulliparity is associated with intra-uterine growth retardation and foal delayed catch-up growth. Older mares produce larger/taller foals than the precedents. Nursing at conception on foal growth had not been investigated yet. In any case, milk production conditions the foal's growth. This study aimed to determine effects of mare parity, age and nursing on subsequent lactation quantity and quality. Saddlebred mares and their foals (N = 43) run as a single herd over the same year were: young (6-7-year-old) primiparous, young multiparous, old (10-16-year-old) multiparous nursing at insemination time or old multiparous barren the previous year. No young nursing nor old multiparous mares were available. Colostrum was collected. Milk production and foal weight were monitored at 3-, 30-, 60-, 90- and 180-days postfoaling. The foal average daily weight gain (ADG) was calculated for each period between two measurements. Milk fatty acid (FA), sodium, potassium, total protein and lactose contents were determined. The primiparous versus multiparous colostrum was richer in immunoglobulin G, with lower production but greater FA contents in milk. The primiparous foals had a lower ADG for 3 to 30 days postpartum period. Old mares’ colostrum contained more SFA and less polyunsaturated FA (PUFA) whereas their milk was richer in proteins and sodium and poorer in short-chain-SFA with a reduced PUFA/SFA ratio at 90 days. Nursing mares’ colostrum was richer in MUFA and PUFA and late-lactation milk production was reduced. In conclusion, parity, age and nursing at conception affect mare's colostrum and milk production and foal growth and should be considered for broodmares' management.
Hide AbstractDietary Vitamin E and/or Hydroxytyrosol Supplementation to Sows during Late Pregnancy and Lactation Modifies the Lipid Composition of Colostrum and Milk.
Laviano, H. D., Gómez, G., Muñoz, M., García-Casco, J. M., Nuñez, Y., Escudero, R., Molina, A. H., González-Bulnes, A., Óvilo, C., López-Bote, C. & Rey, A. I. (2023). Antioxidants, 12(5), 1039.
Modifying the composition of a sow's milk could be a strategy to improve the intestinal health and growth of her piglet during the first weeks of life. This study evaluated how dietary supplementation of vitamin E (VE), hydroxytyrosol (HXT) or VE+HXT given to Iberian sows from late gestation affected the colostrum and milk composition, lipid stability and their relationship with the piglet's oxidative status. Colostrum from VE-supplemented sows had greater C18:1n-7 than non-supplemented sows, whereas HXT increased polyunsaturated (∑PUFAs), ∑n-6 and ∑n-3 fatty acids. In 7-day milk, the main effects were induced by VE supplementation that decreased ∑PUFAs, ∑n-6 and ∑n-3 and increased the Δ-6-desaturase activity. The VE+HXT supplementation resulted in lower desaturase capacity in 20-day milk. Positive correlations were observed between the estimated mean milk energy output and the desaturation capacity of sows. The lowest concentration of malondialdehyde (MDA) in milk was observed in VE-supplemented groups, whereas HXT supplementation increased oxidation. Milk lipid oxidation was negatively correlated with the sow's plasma oxidative status and to a great extent with the oxidative status of piglets after weaning. Maternal VE supplementation produced a more beneficial milk composition to improve the oxidative status of piglets, which could promote gut health and piglet growth during the first weeks, but more research is needed to clarify this.
Hide AbstractTraditional Grain-Based vs. Commercial Milk Kefirs, How Different Are They?.
Nejati, F., Capitain, C. C., Krause, J. L., Kang, G. U., Riedel, R., Chang, H. D., Kurreck, J., Junne, S., Weller, P. & Neubauer, P. (2022). Applied Sciences, 12(8), 3838.
Traditional kefir, which is claimed for health-promoting properties, is made from natural grain-based kefir, while commercial kefirs are made of defined mixtures of microorganisms. Here, approaches are described how to discriminate commercial and traditional kefirs. These two groups of kefirs were characterized by in-depth analysis on the taxonomic and functional level. Cultivation-independent targeted qPCR as well as next-generation sequencing (NGS) proved a completely different microbial composition in traditional and commercial kefirs. While in the traditional kefirs, Lactobacillus kefiranofaciens was the dominant bacterial species, commercial kefirs were dominated by Lactococcus lactis. Volatile organic compounds (VOCs) analysis using headspace-gas chromatography-ion mobility spectrometry also revealed drastic differences between commercial and traditional kefirs; the former built a separate cluster together with yogurt samples. Lactose and galactose concentrations in commercial kefirs were considerably higher than in traditional kefirs, which is important regarding their health properties for people who have specific intolerances. In summary, the analyzed commercial kefirs do not resemble the microbial community and metabolite characteristics of traditional grain-based kefir. Thus, they may deliver different functional effects to the consumers, which remain to be examined in future studies.
Hide AbstractGas production by Paucilactobacillus wasatchensis WDCO4 is increased in Cheddar cheese containing sodium gluconate.
McMahon, D. J., Sorensen, K. M., Domek, M. J., Dai, X., Sharma, P., Oberg, T. S. & Oberg, C. J. (2022). Journal of Dairy Science, 105(5), 3896-3910.
Paucilactobacillus wasatchensis can use gluconate (GLCN) as well as galactose as an energy source and because sodium GLCN can be added during salting of Cheddar cheese to reduce calcium lactate crystal formation, our primary objective was to determine if the presence of GLCN in cheese is another risk factor for unwanted gas production leading to slits in cheese. A secondary objective was to calculate the amount of CO2 produced during storage and to relate this to the amount of gas-forming substrate that was utilized. Ribose was added to promote growth of Pa. wasatchensis WDC04 (P.waWDC04) to high numbers during storage. Cheddar cheese was made with lactococcal starter culture with addition of P.waWDC04 on 3 separate occasions. After milling, the curd was divided into six 10-kg portions. To the curd was added (A) salt, or salt plus (B) 0.5% galactose + 0.5% ribose (similar to previous studies), (C) 1% sodium GLCN, (D) 1% sodium GLCN + 0.5% ribose, (E) 2% sodium GLCN, (F) 2% sodium GLCN + 0.5% ribose. A vat of cheese without added P.waWDC04 was made using the same milk and a block of cheese used as an additional control. Cheeses were cut into 900-g pieces, vacuum packaged and stored at 12°C for 16 wk. Each month the bags were examined for gas production and cheese sampled and tested for lactose, galactose and GLCN content, and microbial numbers. In the control cheese, P.waWDC04 remained undetected (i.e., <104 cfu/g), whereas in cheeses A, C, and E it increased to 107 cfu/g, and when ribose was included with salting (cheeses B, D, and F) increased to 108 cfu/g. The amount of gas (measured as headspace height or calculated as mmoles of CO2) during 16 wk storage was increased by adding P.waWDC04 into the milk, and by adding galactose or GLCN to the curd. Galactose levels in cheese B were depleted by 12 wk while no other cheeses had residual galactose. Except for cheese D, the other cheeses with GLCN added (C, E and F) showed little decline in GLCN levels until wk 12, even though gas was being produced starting at wk 4. Based on calculations of CO2 in headspace plus CO2 dissolved in cheese, galactose and GLCN added to cheese curd only accounted for about half of total gas production. It is proposed that CO2 was also produced by decarboxylation of amino acids. Although P.waWDC04 does not have all the genes for complete conversion and decarboxylation of the amino acids in cheese, this can be achieved in conjunction with starter culture lactococcal. Adding GLCN to curd can now be considered another confirmed risk factor for unwanted gas production during storage of Cheddar cheese that can lead to slits and cracks in cheese. Putative risk factors now include having a community of bacteria in cheese leading to decarboxylation of amino acids and release of CO2 as well autolysis of the starter culture that would provide a supply of ribose that can promote growth of Pa. wasatchensis.
Hide AbstractTraditional analytical approaches for lactose residues determination in lactose hydrolysed milks: A review.
Rao, P. S., Singh, P., Sharma, V. & Arora, S. (2021). LWT, 151, 112069.
Lactose, a major carbohydrate of mammalian milk is being digested by the intestinal enzyme lactase. Lactase activity decreases in later childhood and throughout life in the majority of the world's population leading towards lactose intolerance. To overcome this challenge, lactose-free milk and milk products have emerged as a boon to lactose-intolerant people all over the world. The wide availability of lactose-free products is encouraging consumers to select them as a preferred choice for dairy foods, driven by the increasingly wide product range. Lactose content should be less than 100 mg/L in order to comply with the legal standards of lactose-free milk products. During the preparation of lactose-free products, lactose hydrolysis increases the level of glucose and galactose in milk along with galactooligosaccharides (GOS) due to transgalactosylation activity of the lactase enzyme. These carbohydrate moieties interfere in the accurate estimation of lactose in lactose-free milk. This review summarizes various techniques such as chromatographic, enzymatic, or sensor-based developed to estimate residual lactose in low lactose milk system along with their advantages and limitations. Among all the detection methods, high-performance anion-exchange chromatography with pulsed amperometric detection (HPAEC-PAD) showed the highest accuracy and specificity without any interference from other disaccharides. However, it is quite expensive and therefore not used widely. Thus, there is a need to develop a rapid and cost-effective method for the detection of residual lactose in a low-lactose milk system.
Hide AbstractFortified blended foods prepared from fermented milk and cereal: Effect of storage conditions on composition, color, and pasting behavior.
Shevade, A. V., O’Callaghan, Y. C., O’Brien, N. M., O’Connor, T. P. & Guinee, T. P. (2021). Journal of Food Processing and Preservation, 45(5), e15419.
Fortified blended food powders (FBF) were prepared by blending fermented milk with parboiled wheat (FBFw), barley (FBFb), or oats (FBFo), incubating the blend, drying, milling, and fortifying the powder with vitamins, minerals, and refined soya oil. FBFs were stored at 15°C, 30°C, or 37°C for 0-18 months, and evaluated for compositional and functional properties. FBFo had lower contents of lactose and galactose, and higher contents of starch and fat, water-holding capacity (WHC) and pasting viscosity than FBFw or FBFb. Storage time and temperature affected composition (lactose, galactose, and lysine), color, WHC, pasting viscosity, and flow to a degree dependent on cereal type. FBFs stored at 15°C were generally stable over the 18 months, while those stored at 37°C underwent a rapid deterioration in color, WHC, and viscosity after storage times of ≤4 months. Storage of FBF at 15°C is recommended, whereas storage at 37°C should be avoided.
Hide AbstractPredictive modeling of the early stages of semi-solid food ripening: Spatio-temporal dynamics in semi-solid casein matrices.
Kern, C., Stefan, T., Sacharow, J., Kügler, P. & Hinrichs, J. (2021). International Journal of Food Microbiology, 349, 109230.
A mechanistic, spatio-temporal model to predict early stage semi-solid food ripening, exemplary for semi-solid casein matrices, was created using software based on the finite element method (FEM). The model was refined and validated by experimental data obtained during 8 wk of ripening of a casein matrix that was inoculated by one single central injection of starter culture. The resulting spatio-temporal distributions of lactococci strains, lactose, lactic acid/lactate and pH allowed us to optimize a number of parameters of the predictive model. Using the optimized model, the agreement between simulation and experiment was found to be satisfactory, with the pH matching best. The predictive model unveiled that effective diffusion of substrate and metabolites were crucial for an eventual homogeneous distribution of the measured substances. Hence, while using the optimized parameters from the single injection model, an injection technology for starter culture to inoculate and ferment casein matrices homogeneously was developed by means of solving another optimization problem with respect to injection positions. The casein matrix inoculated by the proposed injection pattern (21 injections, distance = 19 mm) showed sufficient homogeneity (bacterial activity and pH distribution) after the early stages of ripening, demonstrating the potential of application of the injection technology for fermentation of casein-based foods e.g. cheese.
Hide AbstractLigustilide inhibits the proliferation of non-small cell lung cancer via glycolytic metabolism.
Jiang, X., Zhao, W., Zhu, F., Wu, H., Ding, X., Bai, J., Zhang, X. & Qian, M. (2020). Toxicology and Applied Pharmacology, 410, 115336.
Non-small cell lung cancer (NSCLC) is one of the leading causes of cancer-related death worldwide. The abnormal activation of glycolytic metabolism and PTEN/AKT signaling in NSCLC cells are highly correlated with their proliferation abilities and viability. Ligustilide is one of the major bioactive components of multiple Chinese traditional medicine including Angelica sinensis and Ligusticum. Ligustilide exposure inhibits the proliferation and viability of multiple cancer cell lines in vitro. However, the impact of ligustilide to the progression of NSCLC and its detailed pharmacological mechanisms remain unclear. In this research, CCK-8 and colony formation assay were performed to demonstrate ligustilide treatment inhibited the viability and proliferation ability of NSCLC cells in vitro. Caspase-3/-7 activity assay and nucleosome ELISA assay were utilized to show ligustilide promoted the apoptosis of NSCLC cells. Metabolic analysis and qRT-PCR assay were used to demonstrated that ligustilide dampened aerobic glycolysis of NSCLC cells. Nude mice were exposed to 5 mg/kg ligustilide and ligustilide inhibited orthotopic NSCLC growth in vivo. qRT-PCR and Western blot analysis were performed to substantiate the regulatory function of ligustilide to PTEN/AKT signaling in NSCLC cells. Overall, this study revealed that ligustilide regulated the proliferation, apoptosis and aerobic glycolysis of NSCLC cells through PTEN/AKT signaling pathway.
Hide AbstractNutritional Quality, Sensory Analysis and Shelf Life Stability of Yogurts Containing Inulin-Type Fructans and Winery Byproducts for Sustainable Health.
Iriondo-DeHond, M., Blázquez-Duff, J. M., Del Castillo, M. D. & Miguel, E. (2020). Foods, 9(9), 1199.
The aim of the present study was to evaluate the use of winery byproduct extracts (grape pomace, seed and skin) and a mixture of inulin-type fructans (inulin and FOS) as suitable ingredients for the development of yogurts with antioxidant and antidiabetic properties. Their effect on the physicochemical, textural, microbiological and sensory parameters of yogurts was evaluated during 21 days of refrigerated storage. The incorporation of winery byproduct extracts in yogurt resulted in a significant increase (p < 0.05) in total phenolic content (TPC) and antioxidant and antidiabetic properties, compared to the controls. The grape skin yogurt showed the highest (p < 0.05) TPC (0.09 ± 0.00 mg GAE/g yogurt) and antioxidant capacity (7.69 ± 1.15 mmol TE/g yogurt). Moreover, the grape skin yogurt presented the highest (p < 0.05) inhibition of the activity of the enzyme α-glucosidase (56.46 ± 2.31%). The addition of inulin-type fructans did not significantly (p > 0.05) modify the overall antioxidant capacity or inhibition of the enzyme α-glucosidase of control and winery byproduct extract yogurts. Yogurts containing winery byproduct extracts and dietary fiber achieved high overall acceptance scores (6.33–6.67) and showed stable physicochemical, textural and microbiological characteristics during storage, assuring an optimal 21-day shelf life. According to their antioxidant and antidiabetic properties, we propose the yogurt containing grape skin extract, together with inulin and FOS, as a novel food product for the promotion of sustainable health.
Hide AbstractExcessive supply of glucose elicits an NF‐κB2‐dependent glycolysis in lactating goat mammary glands.
Cai, J., Wang, D., Liang, S., Peng, J., Zhao, F. & Liu, J. (2020). The FASEB Journal, 34(6), 8671-8685.
During lactation, an improper glucose supply often threatens mammary gland (MG) health. However, information is limited on the metabolic trajectories and molecules that regulate lactating MGs with an excessive glucose supply. Based on the network analysis of transcriptome and microRNAs, we found that the oversupply of glucose‐induced severe glucose metabolic disorders in MGs of lactating goats, shifting lactose synthesis to acute fermentative glycolysis which caused increased flux of glucose metabolism into lactate. Moreover, NF‐κB2 played a key role in regulating glycolysis, exhibiting a metabolic shift when MGs had an excessive supply of glucose. In primary mammary epithelial cells, fermentative glycolysis, and intracellular concentration of reactive oxygen species (ROS) were reduced by ganoderic acid A through blocking NF‐κB2, while activation of NF‐κB2 with phorbol myristate acetate (PMA) upregulated fermentative glycolysis and increased cellular ROS accumulation under excessive glucose. Thus, we established an NF‐κB2‐targeting method to reform the metabolic shift toward glycolysis caused by glucose oversupply by integrating NF‐κB2 blockade and intracellular ROS scavenging.
Hide AbstractA comparison of macronutrient-based methods for deriving energy values in human milk.
Perrin, M. T., Spence, E. H., Belfort, M. B., Parker, M. G. & Bode, L. (2020). Journal of Perinatology, 40(11), 1688-1693.
Objective: Energy values for human milk are increasingly available clinically, though there are no standards for deriving these values. We compared published calorie methods using a common set of samples. Study design: Ten human milk samples were measured for gross and digestible macronutrients using laboratory methods. Four calorie conversion factors were used: Atwater general (ATW-GEN); Atwater milk specific (ATW-MILK), human milk specific (HUM-MILK), and combustible conversions (COMBUST). Differences in derived calories were assessed using ANOVA. Results: There was a significant difference (P < 0.001) in calorie values between methods. Gross macronutrients with COMBUST conversion factors produced the highest calorie values (19.4 ± 1.4 kcal/ounce) whereas digestible macronutrients with HUM-MILK conversion factors produced the lowest calorie values (16.3 ± 1.3 kcal/ounce). Mean difference between these values was 3.1 kcal/ounce (95% CI 2.5, 3.7). Conclusion: Mean calorie difference of 3.1 kcal/ounce is clinically important for preterm infants, suggesting the need for standardization.
Hide AbstractA thermophilic fungal GH36 α-galactosidase from Lichtheimia ramosa and its synergistic hydrolysis of locust bean gum.
Xie, J., Wang, B., He, Z. & Pan, L. (2020). Carbohydrate Research, 491, 107911.
A novel GH36 α-galactosidase gene (LrAgal36A) from Lichtheimia ramose was synthesized and highly expressed in Pichia pastoris. The enzyme titer and protein yield for high-density fermentation in a L fermentor were up to 953.6 U mL−1 and 4.36 g L−1. Purified recombinant LrAgal36A showed the maximum activity at pH 6.0 and 65°C and was thermostable with a half-life of 70 min at 60°C. LrAgal36A displayed the highest specific activity (353.17 ± 4.19 U mg−1) toward p-nitrophenyl-α-d-galactopyranoside (pNPGal) followed by galacto-oligosaccharides and could act slightly on galactomannans. The Km and catalytic efficiency (kcat/Km) of LrAgal36A for pNPGal were 0.33 mM and 1569.50 mM−1 s−1, respectively. LrAgal36A and GH5 β-mannanase from L. ramose showed a significant synergistic effect on the degradation of locust bean gum (LBG), resulting in release more reducing sugars (1.56 folds) and galactose (7.6 folds) by simultaneous or sequential reactions. Due to its hydrolysis properties, LrAgal36A might have potential applications in the area of pulp biobleaching, feed and food processing.
Hide AbstractHigh Sensitivity Analysis and Food Processing Stability of Rare Sugars.
Miyoshi, M., Kimura, I., Inazu, T. & Izumori, K. (2019). Food Science and Technology Research, 25(6), 891-901.
To evaluate the stability of rare sugars, i.e., sorbose, allose, tagatose and allulose, in food products containing rare sugar syrup (RSS) during cooking, we developed a highly sensitive analysis method using high performance liquid chromatography (HPLC) with corona charged aerosol detector (CAD) and analyzed the rare sugars in a Maillard reaction mixture and in food products available at market. In the Maillard reaction, the amounts of each rare sugar decreased at the initial pH of 6.0. Further, the increase in allulose was accelerated in reaction mixtures at pH 7.5. The stability of rare sugars, which are added to improve food functions during food processing, was greatly influenced by the pH, temperature and heating time. Surprisingly, allulose was retained at the highest level (86.0%–88.5%) under the various cooking conditions, while the other rare sugars were obviously decreased. Therefore, it was suggested that allulose can be maintained under various manufacturing conditions, including under weakly alkaline treatment.
Hide AbstractIdentification of the bacteria and their metabolic activities associated with the microbial spoilage of custard cream desserts.
Techer, C., Jan, S., Thierry, A., Maillard, M. B., Grosset, N., Galet, O., Breton, V., Gautier, M. & Baron, F. (2020). Food Microbiology, 86, 103317.
The famous French dessert “ile flottante” consists of a sweet egg white foam floating on a vanilla custard cream, which contains highly nutritive raw materials, including milk, sugar and egg. Spoilage issues are therefore a key concern for the manufacturers. This study explored the bacterial diversity of 64 spoiled custard cream desserts manufactured by 2 French companies. B. cereus group bacteria, coagulase negative Staphylococcus, Enterococcus and Leuconostoc spp. were isolated from spoiled products. Thirty-one bacterial isolates representative of the main spoilage species were tested for their spoilage abilities. Significant growth and pH decrease were observed regardless of species. While off-odours were detected with B. cereus group and staphylococci, yoghurt odours were detected with Enterococcus spp. And Leuconostoc spp. B. cereus group bacteria produced various esters and several compounds derived from amino acid and sugar metabolism. Most Staphylococci produced phenolic compounds. Enterococcus spp. And Leuconostoc spp. isolates produced high levels of compounds derived from sugar metabolism. Each type of spoilage bacteria was associated with a specific volatile profile and lactic acid was identified as a potential marker of spoilage of custard cream-based desserts. These findings provide valuable information for manufacturers to improve food spoilage detection and prevention of chilled desserts made with milk and egg.
Hide Abstract| Symbol : | GHS08 |
| Signal Word : | Danger |
| Hazard Statements : | H334 |
| Precautionary Statements : | P261, P284, P304+P340, P342+P311, P501 |








